


安川机器人(Motoman)要稳定、无偏差地回原点,核心是 保住绝对编码器数据、规范标定、管好机械间隙、用好第二原点监控、定期维护。下面给你一套可直接落地的 “防偏差” 完整方案。
一、先搞清:安川回原点偏差的 3 类根源
电气 / 数据类(最常见)
编码器电池没电 / 接触不良 → 断电丢绝对位置
更换电机 / 减速机 / 编码器后 未做 Mastering(原点标定)
线缆松动、干扰、编码器异常
机械类(回程差、固定偏差)
减速机间隙、轴承磨损、花键松动
平衡缸(S/L 轴)泄压、失效
关节螺栓松动、碰撞后变形
系统 / 使用类
第二原点未正确设定 / 确认 → 4107 报警
HOME 点定义错误、TOOL/base 坐标不准
频繁非法断电、强行搬轴
二、核心预防:绝对编码器数据永不丢失(最关键)
安川用 ABSO(绝对编码器)+ SMB 电池 保存位置,一旦丢失必须重标原点。
1. 电池规范管理(必做)
更换周期:每 1.5~2 年必换(DX100/YRC1000)
电池型号:
控制柜 SMB 板:ER17335V/3.6V(JZSP-BA01)
部分本体内置电池:同规格
安全更换步骤(防丢数据)
机器人 回机械原点(各轴刻度对齐)
带电更换(不断电):先插新电池→拔旧电池
清洁电池座、防氧化
更换后 确认无 4107/4311 报警
2. 禁止非法操作
严禁 断电后强行搬动轴(会直接丢原点)
严禁 频繁瞬间断电 / 上电
更换电机 / 减速机 / 编码器后 必须标定原点
三、标定规范:一次标对、长期稳定
1. 机械原点(Mastering)标准流程(必做)
条件:T1 模式、管理权限、关节坐标系
手动将各轴摇到 机械零位(刻度线完全对齐)
顺序:S→L→U→R→B→T(GP 系列)
示教器:菜单 → 机器人 → 原点位置
编辑 → 全部轴 → 是 → 写入完成
重启 → 回 HOME 验证



单轴标定(换电机后):
光标选中该轴 → 选择 → 是
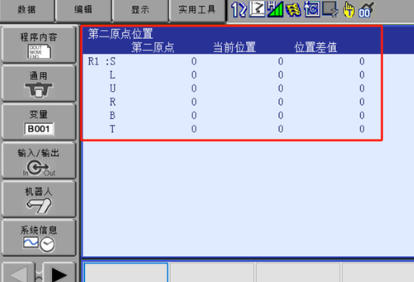
2. 第二原点(安全检查点)强制开启(防偏移)
安川独有:第二原点 = 位置看门狗,偏差超阈值直接报警(4107)
菜单:机器人 → 第二原点
移动到 机械原点(各轴 0 度) → 修改 → 回车 保存
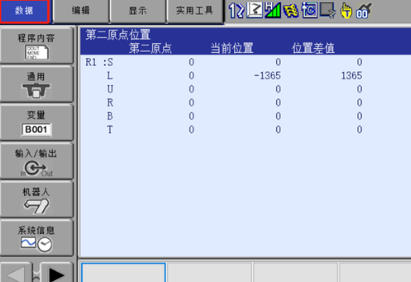
开机自动校验:位置差 > 允许值 → 报警禁止自动运行

日常快速恢复:
出 4107 → 第二原点 → 前进 → 自动归位 → 位置确认
四、机械防偏:消除回程差与松动
1. 间隙检查与补偿
手动盘轴(断电):
旷量 > 0.1° → 减速机 / 轴承磨损
参数补偿(轻微间隙):
轴参数 → 反向间隙补偿(Backlash)
一般:S/L 轴 0.05°~0.1°, wrist 轴 0.02°~0.05°
2. 关键紧固(定期)
减速机安装螺栓、关节连接螺栓
平衡缸销轴、支架螺栓(S/L 轴)
电机固定螺栓
3. 平衡缸维护(S/L 轴偏差重灾区)
检查:漏油、泄压、异响、无力
失效 → 更换总成(不可修)
更换后 必须重做 Mastering + 负载标定
五、系统与程序:从源头避免误偏差
1. HOME 点规范
HOME 必须定义在机械原点附近(各轴≈0°)
程序用绝对指令:
plaintext
MOVJ JOB000 VJ=80.0 PL=0 MS=1 ;绝对回HOME
禁止用 相对运动 当回零
2. 坐标防错
TOOL/base 定期标定(换工具 / 工装后必做)
程序开头强制:
plaintext
$TOOL=TOOL[0] $base=base[0]
3. 报警与监控
开启 4107(绝对数据异常)、4311(编码器备份) 报警
禁止屏蔽原点相关报警
历史报警定期检查:电池、编码器、位置偏差
六、定期维护清单(按周期)
每日 / 班
开机看 4107/4311 报警
回 HOME 观察 定位一致性
听异响、看抖动
每周
检查 电池电压 >3.2V
检查 线缆插头、动力线 / 编码器线
每月
各轴 点动正反向 → 测回程差
关节螺栓紧固
每年
更换 SMB 电池
减速机换脂、平衡缸检查
全轴 Mastering 复核
七、快速自检表
关机再开就偏 → 电池 / ABSO 数据
来回差固定 → 减速机间隙
仅 S/L 轴差 → 平衡缸
偏差忽大忽小 → 线缆 / 编码器
报警 4107 → 第二原点未确认
八、一句话总结
电池按时换、原点规范标、第二原点必开、机械常紧固、程序用绝对、报警不屏蔽 → 安川回原点基本不会有偏差。
服务商微信客服")